



高層ビル、巨大橋梁、大型船舶、精密産業機械など、現代社会を支えるあらゆる構造物の骨格として使用される鋼材。中でも、H形鋼、L形鋼、コの字形鋼、溝形鋼、I形鋼などの「形鋼」は、その断面形状に由来する高い強度と剛性により、多種多様な用途に用いられています。本稿では形鋼の曲げ加工に関する情報を網羅的に解説します。
1. 形鋼の概要と曲げ加工の重要性
形鋼とは、特定の断面形状に成形された鋼材の総称です。代表的なものとして、H形鋼、L形鋼、コの字形鋼、溝形鋼、I形鋼などがあり、それぞれ異なる特性と用途を持っています。
曲げ加工は、これらの形鋼に曲げの力を加えて、目的の形状に変形させる加工技術です。切断や穴あけと並ぶ、形鋼加工の基本であり、設計の自由度を高め、複雑な構造物の製造を可能にする、極めて重要な技術です。
2. 各形鋼の特性と最適な加工方法を徹底解説
ここでは、代表的な5種類の形鋼(H形鋼、L形鋼、コの字形鋼、溝形鋼、I形鋼)について、それぞれの特性と最適な曲げ加工方法を詳しく解説します。
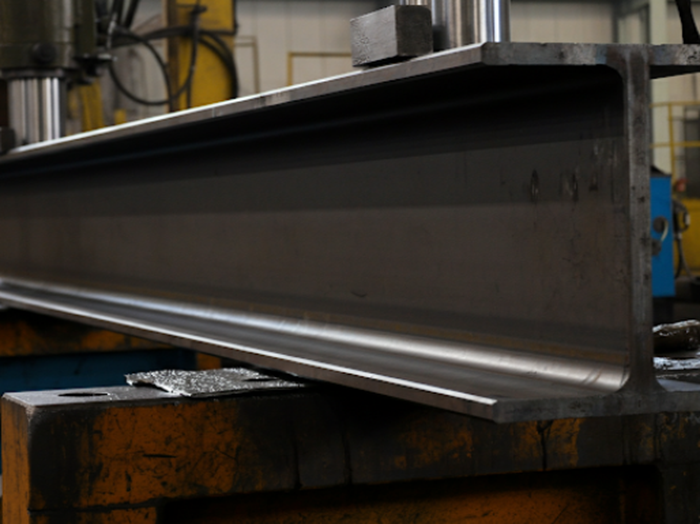
2-1. H形鋼の曲げ加工 – 強靭な構造体を支える「強軸曲げ」と「弱軸曲げ」
H形鋼は、断面が「H」の字形をした形鋼です。その優れた曲げ強度と剛性から、主に建築物の梁や柱、橋梁の主桁など、大きな荷重を支える部材として使用されます。
【H形鋼の曲げ加工のポイント】
- 強軸曲げ: H形鋼のウェブ(H字の縦棒部分)を内側または外側に曲げる加工。ウェブ面が曲げの内側または外側になる。
- 特徴: 強軸周りの断面二次モーメントが非常に大きく、極めて高い曲げモーメントに耐えられる。
- 用途: 巨大橋梁の主桁、高層ビルの大梁など、極めて高い曲げ強度が要求される部材。
- 加工方法: 大型ロールベンダーを用いた冷間曲げ加工、高周波誘導加熱やガス加熱を併用した熱間曲げ加工。
- 弱軸曲げ: H形鋼のフランジ(H字の横棒部分)を内側または外側に曲げる加工。フランジ面が曲げの内側または外側になる。
- 特徴: 強軸曲げに比べて曲げ強度は劣るが、特殊な形状の部材製作に用いられる。
- 用途: 建築物のアーチ状部材、船舶の湾曲外板フレーム、複雑形状の産業機械部品。
- 加工方法: プレスブレーキ、特殊金型を備えたロールベンダー。
- スプリングバック: 加工後に材料が弾性変形により元の形状に戻ろうとする現象。材質、板厚、曲げ半径、加工方法などによって異なるため、正確な予測には、FEM解析などのシミュレーション技術が用いられる。
- ねじれ・変形の抑制: 大断面のH形鋼や高張力鋼を曲げる際には、特殊な治具や装置、高度な加工技術(例:曲げ加工中に材料にねじりモーメントを付加)が必要となる場合がある。
2-2. L形鋼の曲げ加工 – 不等辺不等厚アングルへの対応
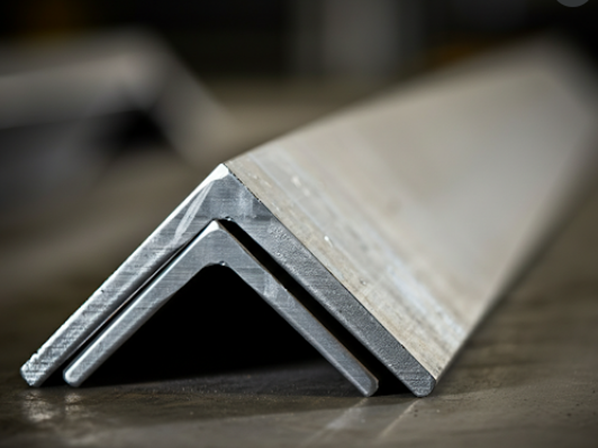
L形鋼は、断面が「L」字形をした形鋼で、「アングル」とも呼ばれます。架台、フレーム、補強材、階段の踏板支持材など、様々な用途に使用されています。
【L形鋼の曲げ加工のポイント】
- 加工方法: プレスブレーキ、ロールベンダー、NC制御された専用曲げ加工機。
- フランジの影響: フランジの幅や厚みの違いによって、曲げ半径やスプリングバック量が大きく変化する。
- 不等辺不等厚アングル: JIS規格では”L”の後に長辺 x 短辺 x 厚さが表記される。曲げ加工によってねじれや変形が発生しやすいため、より高度な技術と経験が必要。
- 例: L-75x50x6(不等辺不等厚アングル)
- 応力集中: 曲げ加工によって生じるコーナー部の応力集中を避けるために、適切な曲げ半径を設定することが、製品の強度と耐久性を確保する上で極めて重要。
- 材質への対応:
- ステンレス鋼(SUS304など): 延性に乏しく、特に冷間加工では割れが発生しやすいため、最小曲げ半径を大きく設定する、あるいは熱間での曲げ加工を検討。
- 高張力鋼板: 一般の軟鋼に比べてスプリングバックが大きくなるため、それを正確に予測し、補正した曲げ角度の設定が必要。FEM解析を用いたスプリングバック予測技術が有効。
2-3. コの字形鋼の曲げ加工 – フランジの倒れ抑制と高精度加工の両立
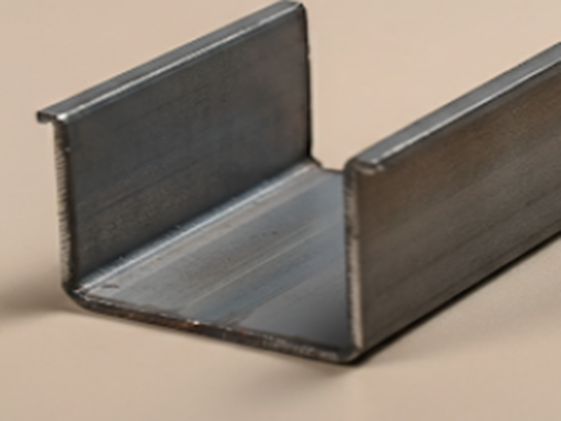
コの字形鋼は、断面が「コ」の字形をした形鋼で、「チャンネル」とも呼ばれます。軽量な構造物のフレーム、機械装置の架台、配線・配管用のダクト、建築物の間仕切り壁の下地材などに使用されています。
【コの字形鋼の曲げ加工のポイント】
- 加工方法: プレスブレーキ、ロールベンダー、専用曲げ加工機。
- フランジの倒れ: 曲げ加工によって、フランジの先端が開いたり閉じたりする現象。適切な曲げ半径の設定、フランジ先端を支持する特殊な金型や治具の使用、曲げ加工中の材料挙動を正確に制御する高度な加工技術で抑制。
- 高精度加工: 精密機器搭載架台など、振動や衝撃による変形を最小限に抑える必要がある用途では、精度の高い曲げ加工技術、適切な金型の選定、剛性の高い構造設計が重要。
2-4. 溝形鋼の曲げ加工 – リップ部の影響と薄肉材加工の課題解決
溝形鋼は、断面が「溝」の字形をした形鋼で、「リップ溝形鋼」、「Cチャン」とも呼ばれます。軽量な構造物のフレーム、建築物の床材や壁材の支持材、太陽光発電パネルの架台、農業用ハウスの骨組みなどに使用されています。
【溝形鋼の曲げ加工のポイント】
- 加工方法: プレスブレーキ、ロールベンダー。
- リップ部の影響: リップ付き溝形鋼の場合、リップ部の形状が曲げ加工性に大きな影響を与える。曲げ方向や曲げ角度によっては、リップ部にしわや割れが発生する可能性あり。
- 薄肉材の課題: 溝形鋼はコの字形鋼に比べて薄肉のものが多く、曲げ加工によって座屈と呼ばれる局部的な変形が発生しやすい。
- 座屈対策: 適切な曲げ半径の設定、座屈を防止するための補強材の使用、曲げ加工中の材料挙動を正確に制御する高度な加工技術が必要。
- 対策例: 曲げ半径を大きく設定、複数の工程に分けて徐々に曲げ角度を大きくする。
2-5. I形鋼の曲げ加工 – 強軸・弱軸曲げと高強度を実現する技術
I形鋼は、断面が「I」字形をした形鋼で、H形鋼と似た形状ですが、フランジの幅が狭く、ウェブの高さが高いという特徴があります。その高い断面性能から、主に、クレーンのガーダー、モノレールのレール、大型機械のフレームなど、極めて高い曲げ強度と剛性が求められる用途に使用されます。
【I形鋼の曲げ加工のポイント】
- 強軸曲げ: I形鋼のウェブを内側または外側に曲げる加工。
- 特徴: H形鋼に比べてウェブが高いため、強軸周りの断面二次モーメントが非常に大きく、極めて高い曲げモーメントに耐えられる。
- 用途: 大型クレーンのガーダーなど、極めて高い荷重を支える部材。
- 加工方法: 大型ロールベンダーを用いた冷間曲げ加工、高周波誘導加熱やガス加熱を併用した熱間曲げ加工。
- 弱軸曲げ: I形鋼のフランジを内側または外側に曲げる加工。
- 特徴: 強軸曲げに比べて曲げ強度は劣るが、特殊な形状の部材製作に用いられる。
- 加工方法: プレスブレーキ、特殊金型を備えたロールベンダー。
- スプリングバック: 特に高張力鋼を用いたI形鋼の場合、スプリングバック量が大きくなるため、正確な予測と補正した曲げ角度の設定が必要。
- ねじれ・変形の抑制: 大断面のI形鋼を曲げる際には、特殊な治具や装置、高度な加工技術(例:曲げ加工中に材料にねじりモーメントを付加)が必要となる場合がある。
4. 形鋼曲げのことならホウキンにお任せください!
愛知製缶板金加工調達代行センターを運営する株式会社ホウキンは、鋼材商社として70年以上にわたり、愛知県エリアを中心に、材料調達から加工までをワンストップでサポートしてまいりました。「こんな加工は可能だろうか?」「どの材質を選べばいいのかわからない」「環境に配慮した加工方法はないか?」など、形鋼の曲げ加工に関するお悩みや課題がございましたら、ぜひ一度、当社にご相談ください。